
联系人:植先生
手机:13679829857
QQ:401810242
邮箱:401810242@qq.com
地址:佛山市南海区狮山白沙桥第二工业区二号车间
网址 : www.chinajindahai.com
针对“建筑钢结构专用冲孔机如何快速加工槽钢”这个问题,我们抛开复杂的理论,直接聚焦于从设备、工艺到操作的全流程实战指南,旨在实现高质、安全的加工。
核心快字诀在于:准备标准化、加工自动化、流程更优化。
一、 设备选择与专用工装:快的前提
“工欲善其事,必先利其器”。快速加工的第1步是选对和配置好设备。
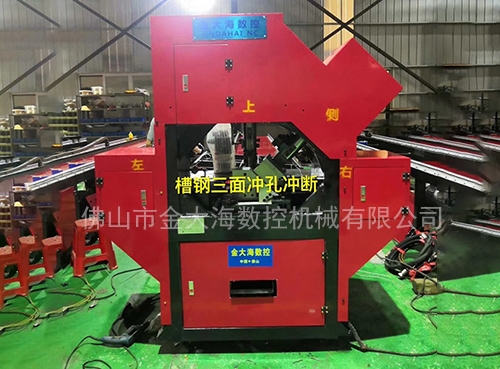
设备类型:优选数控液压冲孔机
C型/Z型结构冲孔机:这是目前的主流选择。它们专为型钢(包括槽钢、角钢、H型钢)设计,具备多轴联动能力。
核心优势:
数控化:通过编程控制,自动定位,精度高,省去人工画线、对位的时间。
多冲头:可配备多个冲模,一次完成不同孔径的加工,或同时加工多个位置。
自动夹紧与送料:设备自带液压或伺服夹紧机构,并配合伺服电机驱动送料,速度快,定位准。
关键工装夹具:快的倍增器
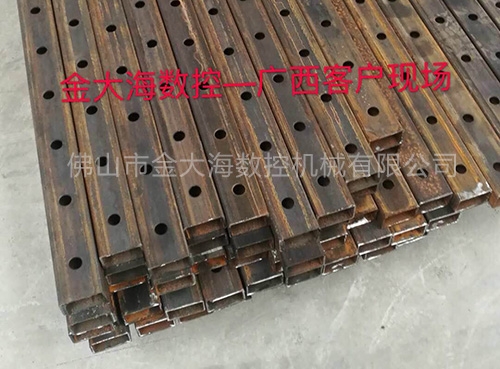
专用槽钢夹具:确保使用与槽钢截面形状匹配的夹具。这能保证冲孔时,槽钢不会扭曲、移动或塌边,同时实现快速装夹。
自动旋转轴(A轴):这是快速加工槽钢的核心。槽钢需要在腹板(平面)和两个翼缘(侧面)上冲孔。自动旋转轴可以在程序控制下,将槽钢准确旋转90°或180°,无需人工吊装、翻身、重新定位,节省大量时间并避免了因二次定位产生的误差。
二、 加工流程优化:快的核心
有了好设备,更要有好流程。下面我们来详细解读图中的关键环节:
第1步:前期准备——编程与标准化
数控编程:
离线编程:在办公室电脑上使用专用软件,直接导入钢结构深化设计模型(如Tekla模型)或CAD图纸,自动生成加工程序。这是更快、更准确的方式。
“套裁”思维:将多个相同规格槽钢的加工程序整合优化,减少单件加工时的空行程和重复定位。
建立标准孔位库:将常见的孔距、孔径组合保存为标准模块,编程时直接调用,极大提升编程速度。
设备与模具点检:开工前检查液压油位、气压、模具刃口是否完好钝化。锋利的模具是保证冲孔质量和速度的基础,能避免因毛刺过大导致二次清理。

第2步:规范的上料与基准校准
用行车或辅助设备将槽钢平稳送至工作台。
确保槽钢紧靠设备基准面,准确夹紧。
寻原点操作:让设备检测到槽钢的端面作为加工基准零点。这是所有精度的起点。
第3步:执行自动加工与过程监控
一键启动:操作员只需按下启动按钮,设备将自动执行程序。
自动定位:伺服电机驱动送料机构,将槽钢移动到程序设定的位置。
自动冲压:液压系统驱动冲头完成冲孔。
自动翻转:当需要加工翼缘时,程序控制自动旋转轴将槽钢翻转至预定角度,继续加工。
过程监控:操作员无需干预,但需在旁监控,听设备运行声音是否正常,及时清理下料口的废料。
第4步:效率高的下料与检验
加工完成后,设备自动松开夹具。
操作员将成品吊运至指定区域。
首件检验:批量加工前,对槽钢进行全方位尺寸和孔位检查,确认无误后方可批量生产。
抽检:批量生产中定期抽检,确保质量稳定。
三、 实现“快速”的关键技巧与注意事项
“快”的秘诀:
批量加工:集中同规格槽钢,一次性编程、一次性加工,减少工装、模具更换频率。
优化冲压路径:编程时让冲头的移动路径更短,减少空行程时间。
并行作业:当一台设备在自动加工时,操作员可以去为下一批料编程或进行上料/下料准备。
“质”的保证:
控制毛刺:保证模具间隙合理,模具锋利。可在模具或设备上考虑增加去毛刺装置。
防止变形:对于长尺寸槽钢,合理设置支撑托架,防止因自重下垂影响定位精度。
孔位精度:定期对设备进行精度校准,包括送料精度和旋转轴的回零精度。
“安”的底线:
设备运行时,严禁身体任何部位进入压紧区和冲压区。
佩戴好防护眼镜,防止铁屑飞溅。
严格按照操作规程进行装夹和卸料。







 手机:13679829857
手机:13679829857 邮箱:401810242@qq.com
邮箱:401810242@qq.com 地址:佛山市南海区狮山白沙桥第二工业区二号车间
地址:佛山市南海区狮山白沙桥第二工业区二号车间