
联系人:植先生
手机:13679829857
QQ:401810242
邮箱:401810242@qq.com
地址:佛山市南海区狮山白沙桥第二工业区二号车间
网址 : www.chinajindahai.com
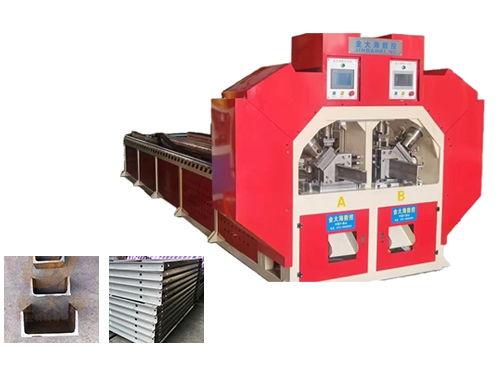
在金属加工行业中,长角钢的冲孔作业长期以来被视为一项考验耐心与经验的精细活。工人手持卷尺与石笔,在长达数米甚至十几米的角钢上反复测量、画线,再费力地将冲孔模具与画线点逐一对齐。这种依赖人工画线与对孔的传统作业模式,不仅效率低下,更由于视觉误差与操作疲劳,容易导致孔距偏差,进而影响后续钢结构件的装配精度。冲孔机数控送料系统的出现,正是为了解决这一长期困扰行业的痛点,它用自动化的准确送料替代了繁复的人工操作,让长角钢冲孔从“手艺活”真正蜕变为“标准化生产”。
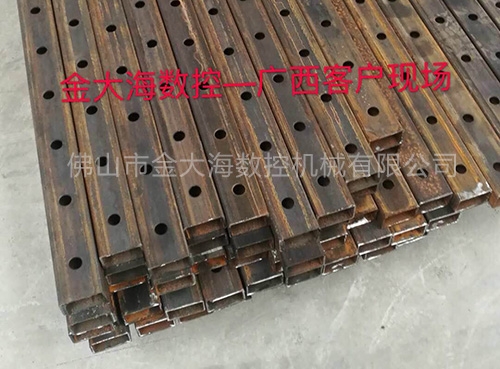
长角钢人工画线与对孔的效率瓶颈,根源在于其作业流程的极度耗时。以一根六米长的角钢为例,若需等距冲制二十个安装孔,工人需先完成整根角钢的准确测量,找到基准点,再每隔一段距离进行一次画线标记。这一过程不仅需要保持高度专注,任何一次视觉松懈都可能导致误差累积。更重要的是,画线后的冲孔环节同样低效,操作者需推动沉重的角钢,依靠目测将模具中心与画线标记逐一重合,每冲一次孔就要进行一次重新定位与夹紧。频繁的定位动作使得单件加工时长成倍增加,操作者易陷入重复性体力劳动与精神紧张的双重消耗之中,作业速度与精度随之明显下降。

数控送料系统的引入,彻底重构了这一作业流程。其核心在于将传统的“人眼定位”转化为“数字定位”。在数控控制系统中,操作者仅需输入角钢的总长度、孔间距、冲孔数量等关键参数,系统便会自动计算每个冲孔点的准确坐标,并发出脉冲指令驱动伺服电机运转。伺服电机通过精细减速机与齿轮齿条传动机构,牵引角钢在滚动导轨上实现准确的直线进给。由于系统具备闭环反馈功能,能够实时检测送料位置并自动补偿机械间隙,从而确保每一次送料都准确无误。原本耗时更长的画线工序被彻底省略,对孔动作简化为自动定位后的瞬间冲压,生产效率呈几何级数提升,常规加工速度可提高数倍以上,大大缩短了产品的制造周期。
精度,是数控送料系统赋予冲孔作业的另一项革命性提升。人工画线与对孔的误差不仅源于视力局限,还受到角钢直线度、测量工具精度及操作手法的综合影响,批量加工中尺寸一致性难以保证。而数控系统通过高精度伺服驱动与位移传感器构成全闭环控制,其送料重复定位精度可达正负零点一毫米以内。这意味着同一批次加工出的角钢,其孔距误差小,完全满足后续装配的互换性要求。特别是在涉及多根角钢拼装的大型钢结构或输电铁塔中,孔位精度直接决定了现场安装的顺利与否,数控送料系统用数字化的硬指标,彻底消除了因孔位偏差导致的返工与材料浪费,为客户降低了隐性的质量成本。
更值得关注的是,数控送料系统还解决了长角钢加工中的辅助支撑与安全难题。长角钢在送料过程中容易因自重下垂而产生振动,传统作业往往需要额外支架或多人配合。现代化的数控系统通常搭配自动托料装置与气动夹持机构,不仅确保了送料过程的平稳性,更有效避免了人工直接接触冲压区域。一旦系统检测到送料异常或超载,便会立即停机报警,从本质上提升了操作安全性,降低了对工人技能经验的依赖。当操作者只需专注于监控屏幕参数,而沉重的角钢在自动化机构驱动下流畅前进,冲压机的每一次落下都准确无误,这便是技术与工艺深度融合所释放出的从容。冲孔机数控送料系统的普及,标志着金属加工行业从劳动密集型向技术密集型的成功跨越,它用自动化的语言重新定义了效率与精度的基准,让每一项钢结构工程都能建立在坚实而可靠的数据之上。







 手机:13679829857
手机:13679829857 邮箱:401810242@qq.com
邮箱:401810242@qq.com 地址:佛山市南海区狮山白沙桥第二工业区二号车间
地址:佛山市南海区狮山白沙桥第二工业区二号车间