
联系人:植先生
手机:13679829857
QQ:401810242
邮箱:401810242@qq.com
地址:佛山市南海区狮山白沙桥第二工业区二号车间
网址 : www.chinajindahai.com
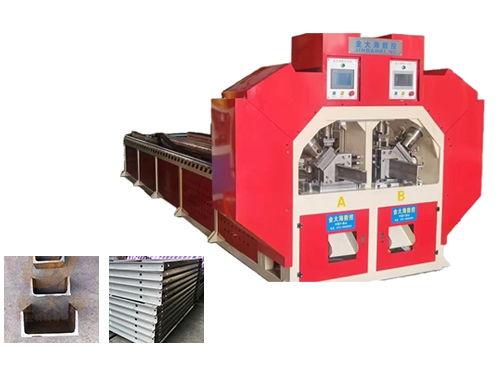
在金属加工领域,槽钢冲孔是一道极为常见但又充满技术细节的工序。无论是建筑幕墙、光伏支架、电气桥架还是物流货架,槽钢上不同形状的孔型承担着连接、固定、调节等多种功能。圆孔用于螺栓紧固,腰孔用于位置可调的连接,方孔则常见于穿线或特定构件的卡扣配合。然而,传统冲孔设备在面对多孔型生产需求时,往往陷入频繁停机换模的困境,一套模具换下来少则半小时、多则半天,直接拖累生产效率。如何实现圆孔、腰孔、方孔模具在同一台设备上的快速互换,成为冲孔工艺优化的重要课题。
快速更换结构设计的核心理念并不复杂,就是将模具从“刚性固定”变为“模块化快装”。传统方式下,模具通过多颗螺栓固定在冲头座和工作台上,每次更换都需要逐一拆卸螺栓、对齐定位、重新紧固,过程繁琐且依赖操作人员的手感。而快速更换结构的设计思路是:让模具自带统一的接口标准,通过凸凹定位、弹性卡扣或偏心锁紧机构实现秒级装夹。例如,在冲头端设计燕尾槽或T型槽导轨,模具上方加工出对应的滑入结构,操作员只需将模具沿导轨推入到位,再旋转一个手柄或拨动一个锁紧销,模具就被牢牢固定在正确位置上。下模则采用磁力吸附或气动夹紧,彻底告别扳手和螺栓。
具体到圆孔、腰孔、方孔三种常见孔型,快速更换结构需要解决的核心矛盾是定位精度的一致性和冲裁间隙的稳定性。圆模冲裁时受力均匀,对同心度要求高;腰孔模具由于孔型细长,容易出现偏载,模具导向结构必须足够刚性;方孔模具则存在四个直角区域的应力集中问题,对冲头和下模的配合间隙更为敏感。一套优良的快换结构设计,必须让这三种模具在反复拆装后仍能保持相对于冲压轴线的重复定位精度,通常要求达到正负0点一毫米以内。实现这一目标的手段包括:在模具上设置两个高精度的V型定位槽,与冲头座上的V型凸块形成自定心配合;或者采用锥面定位销,在锁紧过程中自动消除装配间隙。

另一个关键设计要点是减少换模过程中的调整动作。许多所谓快换结构在实际使用中并不“快”,是因为换完模具后还需要重新调整冲孔行程、退料板压力或者孔距定位。理想的设计应当做到换模即用,无需任何二次校准。这要求设备控制系统支持模具参数的一键调用——当操作员选择“切换为腰孔模具”时,系统自动记忆该模具对应的冲压吨位、行程下限和退料行程,同时机械结构上保证不同模具的外形高度一致,或者在冲头行程内设置自动补偿机构。例如,通过可调节的限位螺杆与液压系统的行程反馈联动,即使模具总高度存在微小差异,设备也能自动调整到正确的冲切深度。
在结构选材和工艺处理上,快换结构也面临着与模具本身同样严苛的要求。频繁插拔和锁紧会产生磨损,因此定位基准面和锁紧接触面通常采用淬火处理或镶嵌硬质合金衬板,硬度达到HRC55以上。锁紧手柄或凸轮机构需要具备自锁特性,防止在冲压震动中意外松脱。气动或液压快换方案虽然自动化程度更高,但会增加成本和系统复杂性,对于中小型加工企业而言,手动但省力的偏心轮锁紧或螺旋凸块锁紧往往是更务实的选择。
从实际应用来看,这种快速更换结构设计带来的效益非常直接。在批量小、订单分散、孔型变更频繁的加工场景中,换模时间从半小时压缩到一分钟以内,设备综合利用率可以提升百分之二十到三十。更重要的是,它让“多品种、小批量”的生产模式变得经济可行——过去因为怕换模麻烦而不敢接的腰孔和方孔订单,现在可以灵活穿插安排。一些专业的设计还在模具存放架上做了配套改进,每种模具配置独立的保护盒和识别标签,操作员取用时通过扫描条码自动调取冲压参数,进一步降低了人工出错的可能。
槽钢冲孔的孔型自由,从来不是技术难题,而是工业工程中“快与准”的平衡艺术。圆孔、腰孔、方孔模具的快速更换结构,看似只是一个小小的机械设计改进,实则折射出整个金属加工行业从“专用化生产”向“柔性化制造”转型的深层逻辑。当换模变得像换钻头一样简单,冲孔设备才能真正释放其应有的产能潜力。而这种结构的持续优化,也必将朝着更智能、更省力、更精细的方向演进——或许在不远的将来,模具更换将完全由机器视觉引导的机械臂自动完成,但当下,一套设计精良的快换结构,依然是直接、可靠的解决方案。






 手机:13679829857
手机:13679829857 邮箱:401810242@qq.com
邮箱:401810242@qq.com 地址:佛山市南海区狮山白沙桥第二工业区二号车间
地址:佛山市南海区狮山白沙桥第二工业区二号车间