
联系人:植先生
手机:13679829857
QQ:401810242
邮箱:401810242@qq.com
地址:佛山市南海区狮山白沙桥第二工业区二号车间
网址 : www.chinajindahai.com
异型钢(如H型钢、工字钢、槽钢、角钢、C型钢等)由于其截面不规则、有翼缘和腹板,对冲孔设备的适应性、灵活性和稳定性要求很高。
简单来说,专用型钢冲孔机是很好的选择,但具体类型需根据生产需求、效率和预算来决定。以下是主要的几种选择及其特点:
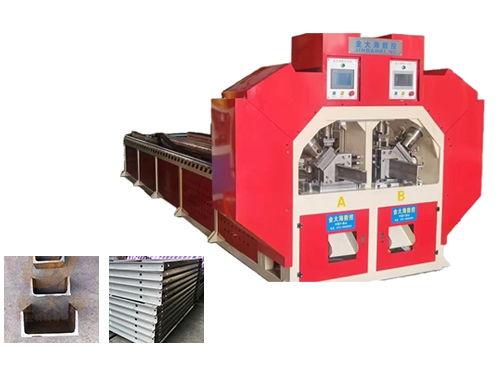
1. 专用型钢数控冲孔机 / 龙门式冲孔机(常用、推荐)
这是目前针对H型钢、工字钢等长尺寸异型钢进行批量、准确冲孔的主流设备。
工作原理:类似一台大型的数控机床。工件(型钢)固定不动,一个强大的冲孔动力头在龙门式的机架上,可沿X(长度)、Y(高度/腹板到翼缘)、Z(翼缘宽度方向)三轴准确移动,实现全截面任意位置的定位和冲孔。
核心优势:
高灵活性:通过数控程序,可以轻松在腹板、翼缘上冲制任何复杂排列的孔型(圆孔、长圆孔、方孔等),更换模具即可。
高精度与一致性:数控系统确保每个孔的位置精度,非常适合需要装配的建筑钢结构(如螺栓连接节点)。
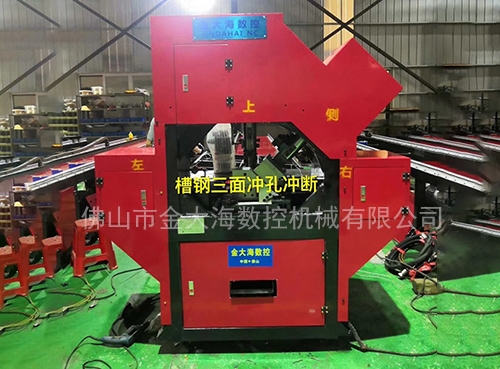
效率高:一次装夹,即可完成一根长型钢上所有面的冲孔,无需翻转或重新定位。
适应性强:通过更换夹具和模具,可以兼容多种规格的H型钢、槽钢、角钢等。
适用场景:钢结构厂房、桥梁、重型设备骨架等批量生产。
2. C型/弓形冲孔机(经济实用型)
这是一种结构相对简单、成本较低的专用设备。
工作原理:机身呈C型或弓形,从上方开口处放入型钢。冲头在顶部,模具在底部。通常需要手动或液压辅助移动型钢来定位(也有数控版本的)。
核心优势:
成本低:购置和维护成本远低于大型龙门式数控冲孔机。
结构稳固:C型结构刚性好,适合冲压较厚材质的型钢。
操作直观:通常对操作人员技术要求较低。
缺点:
自动化程度低:定位多靠人工,效率较低,精度依赖操作者经验。
灵活性一般:主要针对翼缘冲孔更方便,处理腹板中心位置的孔可能受开口深度限制。
适用场景:小型钢结构加工厂、维修车间、小批量或单件生产。

3. 平面数控转塔冲床(附带特殊工装)
这是对传统板材冲床的改造应用。
工作原理:在标准的板材冲床上,为异型钢设计制作专用的夹具和模具,将型钢稳固地夹持在工作台上进行冲孔。
核心优势:
一机多用:如果你已有数控转塔冲床,可以通过增加工装来兼顾型钢冲孔,节省设备投资。
高精度与高速度:转塔冲床本身冲压速度很快。
缺点:
局限性大:受限于工作台结构和夹持方式,通常只能加工较短尺寸的型钢(如角钢、小规格槽钢),且主要冲单面(如角钢的一条边)。对于大型H型钢非常不适用。
工装成本:需要为不同型钢定制专用夹具。
适用场景:主要加工板材,偶尔需要处理短尺寸小型异型钢(如角钢连接件)的工厂。
4. 液压冲孔机 / 手动冲孔机(辅助或现场使用)
这是一种便携或半便携的设备。
工作原理:使用液压泵提供动力,通过专用的冲孔模具,在需要的位置逐个冲孔。可以是分离式的(泵和冲头分开),也可以是整体式。
核心优势:
便携与灵活:可以带到工地现场进行安装、修补或小量加工。
投资极低:设备价格便宜。
缺点:
效率极低:完全依赖人工定位和操作,劳动强度大,精度难以保证。
功能单一:通常只能冲圆孔,且孔径有限。
适用场景:施工现场、维修作业、极少量的冲孔需求。






 手机:13679829857
手机:13679829857 邮箱:401810242@qq.com
邮箱:401810242@qq.com 地址:佛山市南海区狮山白沙桥第二工业区二号车间
地址:佛山市南海区狮山白沙桥第二工业区二号车间