
联系人:植先生
手机:13679829857
QQ:401810242
邮箱:401810242@qq.com
地址:佛山市南海区狮山白沙桥第二工业区二号车间
网址 : www.chinajindahai.com
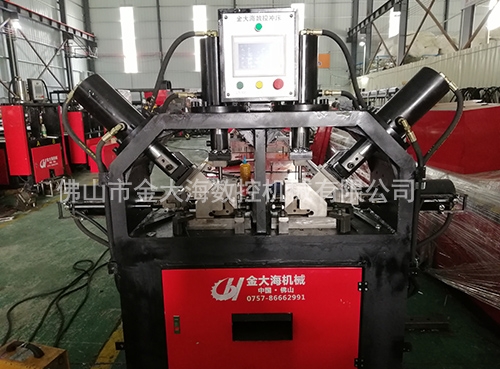
在仓储物流行业高速发展的今天,货架作为仓库的骨架,其需求量与日俱增。而货架立柱——尤其是多层货架中广泛使用的角钢立柱——的加工效率,直接影响着整个行业的生产节拍与成本控制。角钢冲孔,作为立柱加工中繁琐、耗时的工序之一,长期困扰着众多货架生产企业。如何在保证精度的前提下实现批量冲孔的效率跃升,已成为货架行业亟待突破的瓶颈。
传统角钢冲孔多采用单孔逐一冲压或钻削方式。操作人员需要反复定位、夹紧、冲压、松开、移动,再重复下一孔位。对于一根动辄两米以上、拥有数十个安装孔的多层货架立柱而言,这种往复式作业不仅劳动强度大,而且孔距误差累积明显。更重要的是,单件流作业方式严重限制了产能——机器在等待,工人在忙碌,而产量却上不去。
要破解这一困局,必须从工装、工艺、设备三个维度同步发力。
工装层面,关键在于实现角钢的快速定位与多孔同步冲压。定制化的组合冲模是核心突破点。将整根立柱所有孔位的凸模与凹模集成在同一副模具中,采用液压或气动夹紧机构,一次装夹即可完成全部冲孔。这种“全孔位通冲”的模式,将原本数十次的冲压动作压缩为一次,单根立柱的加工时间从分钟级降至秒级。对于不同规格的立柱,可设计快换模组,通过定位销和导轨实现五分钟内的模具切换,兼顾柔性化生产需求。

工艺层面,应当引入自动送料与连续冲压的思维。对于孔位分布规律的多层货架立柱,可采用步进式送料机构配合可编程控制系统。角钢通过辊轮送入冲床,每完成一组冲孔后自动前进设定距离,实现流水线式的连续作业。若批量极大且规格单一,还可考虑采用多工位转塔式冲孔机,不同功能的冲头依次动作,完成腰形孔、圆孔、安装孔等不同孔型的同步加工,进一步减少换模时间。
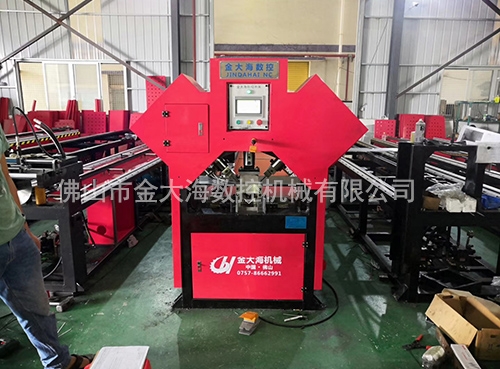
设备层面,传统机械冲床的行程固定、速度受限,难以发挥更好的效率。建议升级为伺服驱动的高速冲压系统。伺服压力机可根据角钢厚度与孔径自动调节冲裁速度与行程,既保护模具,又能将每分钟冲次提升至六十次以上。对于超长立柱(如六米以上),可采用双机联动或长床身结构,避免工件变形与定位偏差。此外,加装自动卸料与堆垛装置,让冲好的立柱自动落入料架,彻底消除人工搬运的等待时间。
值得一提的是,智能化系统的引入正在为批量冲孔赋予新的可能。通过扫码识别角钢型号,系统自动调用对应的冲孔程序与模具参数,操作人员只需按下启动按钮。生产数据实时上传,设备状态、模具寿命、产量进度一目了然。这种“黑灯工厂”式的作业模式,已在部分头部货架企业中验证了可行性。
效率提升的目标,是让冲孔不再成为货架生产的瓶颈。当一根角钢立柱从原料到成品只需数十秒,当一名操作工可以同时看管三条冲孔线,当换型时间从半小时压缩到三分钟——货架行业的成本结构将被重新定义。更重要的是,冲孔带来的短交期能力,让企业能够更从容地应对电商仓储“次日达”级别的密集订单。这不仅是工艺的进步,更是竞争力的重塑。
多层货架立柱角钢的批量冲孔效率提升,没有一劳永逸的方案,但有一条清晰的路径:从单孔到多孔,从单件到连续,从人工到自动,从孤立到智能。沿着这条路走下去,货架行业将迎来真正意义上的“冲孔革命”。





 手机:13679829857
手机:13679829857 邮箱:401810242@qq.com
邮箱:401810242@qq.com 地址:佛山市南海区狮山白沙桥第二工业区二号车间
地址:佛山市南海区狮山白沙桥第二工业区二号车间