
联系人:植先生
手机:13679829857
QQ:401810242
邮箱:401810242@qq.com
地址:佛山市南海区狮山白沙桥第二工业区二号车间
网址 : www.chinajindahai.com
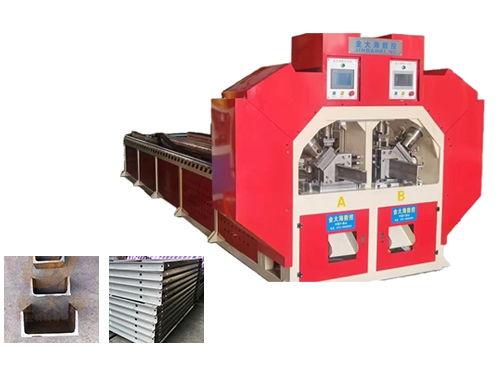
槽钢冲孔机在使用过程中需注意以下关键问题,以确保操作安全、加工精度和设备寿命:
1. 设备检查与准备
模具状态:
检查冲头与下模的磨损、裂纹或崩刃情况,及时更换(通常冲头寿命为5万~10万次)。
确保模具安装牢固,间隙均匀(间隙值一般为材料厚度的5%~10%)。
润滑系统:
冲压部位需定期加注润滑油(如锂基脂),减少摩擦和发热。
检查油路是否畅通,避免干冲。
电气与气动系统:
确认气压稳定(通常需0.5~0.8MPa),气管无漏气。
检查急停按钮、行程开关等安全装置是否有效。
2. 材料与工艺参数
槽钢规格匹配:
确保槽钢高度、厚度在设备允许范围内(如常见机型支持80~200mm槽钢)。
材料表面应平整无锈蚀,避免冲孔时打滑或偏位。
冲孔参数设定:
根据材料厚度调整冲压吨位,避免超负荷(如12mm厚Q235钢需约30吨冲压力)。
合理设置送料步距和定位精度(误差≤±0.5mm)。
3. 操作安全规范
防护措施:
必须安装防护罩或光栅,防止手部进入模区。
穿戴防护手套和护目镜,防止飞屑伤人。
禁止违规操作:
严禁在设备运行时调整模具或清理废料。
避免连冲模式下的疲劳操作,防止误触发。
4. 加工精度控制
定位与夹紧:
使用靠山或液压夹具固定槽钢,防止冲孔时位移。
对产品进行孔距、孔径测量(如用卡尺或投影仪),合格后再批量生产。
模具对中性:
定期校验上下模同轴度(偏差≤0.1mm),避免单边磨损或毛刺过大。

5. 维护与故障处理
日常维护:
清理工作台和模具上的金属碎屑(每2小时一次),防止卡模。
检查皮带、链条松紧度,及时张紧或更换。
常见故障处理:
冲孔偏斜:调整送料导轨或模具间隙。
冲头卡死:停机后反向敲击退料,不可强行启动。
噪声异常:检查轴承、齿轮是否磨损(润滑或更换)。
6. 环境与能耗管理
废料收集:配置废料箱或输送带,保持现场整洁。
节能操作:待机时关闭液压泵,减少空载能耗。
关键注意事项总结
安全D一:严格遵循锁机-调试-操作的流程。
精度保障:每件必检,定期校验模具和定位系统。
预防性维护:按设备手册制定润滑、更换易损件计划。
通过规范操作和精细维护,可明显提升槽钢冲孔机的效率与寿命,同时降低工伤风险。






 手机:13679829857
手机:13679829857 邮箱:401810242@qq.com
邮箱:401810242@qq.com 地址:佛山市南海区狮山白沙桥第二工业区二号车间
地址:佛山市南海区狮山白沙桥第二工业区二号车间