
联系人:植先生
手机:13679829857
QQ:401810242
邮箱:401810242@qq.com
地址:佛山市南海区狮山白沙桥第二工业区二号车间
网址 : www.chinajindahai.com
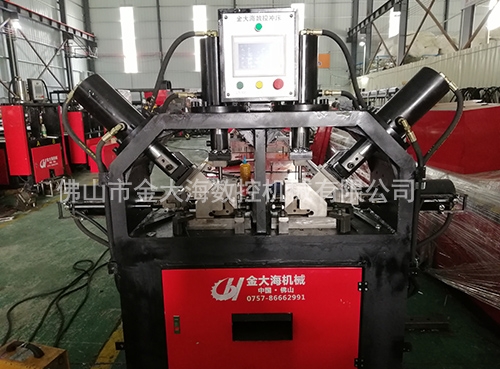
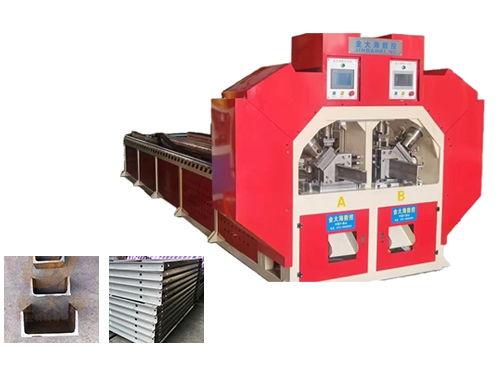
自动化多工位角钢冲孔机是钣金加工、钢结构制造(如电力塔、通讯塔、桥梁、货架)、建筑行业等领域的生产利器。其核心优势可以概括为:将多个生产步骤集成在一台设备上,通过自动化控制实现高高精度的连续加工。
以下是其主要优势的详细阐述:
一、生产效率倍增
多工位同步作业:
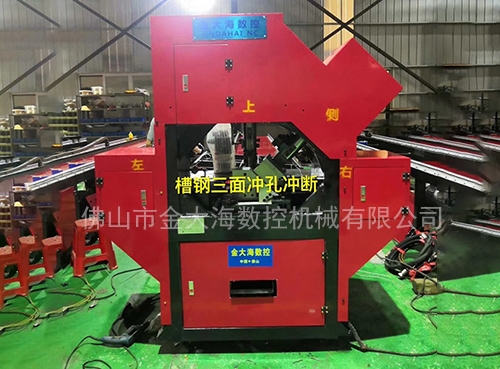
传统设备需要人工定位、单次冲一个孔。而多工位冲孔机拥有多个冲压头,可以在一次冲压循环中同时冲出多个孔,甚至在不同面上冲孔,加工节拍极快。
消除中间环节:
传统流程:上料 -> 画线/定位 -> 单孔冲制 -> 移动材料 -> 再定位 -> 冲下一个孔 -> ... -> 下料。
自动化多工位流程:上料(可搭配自动送料机)-> 设备自动定位 -> 一次性完成所有孔的冲制 -> 自动下料。
省去了反复测量、画线、定位的时间,效率提升数倍甚至数十倍。
连续自动化运行:
搭配自动送料系统(如伺服电机驱动的送料机)和数控系统,可以实现长时间连续不间断的自动化生产,特别适合大批量订单。

二、精度高,质量稳定可靠
数控系统保证精度:
由计算机数控(CNC)系统控制,根据预先编程的图形数据驱动伺服电机进行准确定位。
孔位精度非常高(可达±0.1mm甚至更高),完全消除了人工画线和定位带来的视觉误差和操作误差。
一致性很好:
一旦程序设定好,每一根角钢的冲孔位置、深度、尺寸都完全一致。
保证了批量产品的高度统一性,为后续的组装、焊接工序提供了极大便利,提高了整体工程质量。
三、灵活性高,适应性强
快速换模:
模具通常设计成快速更换模式,更换模具和刀具非常简单,节省了调试时间。
“一机多用”:
一台设备可以完成多种孔型的加工,如圆孔、长圆孔、方孔等,只需更换相应的模具。
通过在不同工位安装不同模具,甚至可以在一次加工中完成不同孔型的冲制。
编程方便,转换快捷:
加工不同规格、不同孔型图案的角钢时,无需更换任何机械部件,只需在数控系统中调用或编写新的加工程序即可。
从生产A产品切换到B产品,可能只需要几分钟,非常适合小批量、多品种的柔性生产模式。
四、大幅降低对人力的依赖和劳动强度
操作简单:
操作员的工作从繁重的体力劳动(搬运、定位)和复杂的脑力劳动(画线、计算)转变为简单的上下料和程序监控。
对操作工的技术等级要求降低,通常经过简单培训即可上岗。
节省人力:
一台自动化设备通常只需1人操作,可以完成过去需要3-4人才能完成的产量,显著降低了人工成本。
五、安全性明显提升
人机隔离:
自动化设备通常配备全封闭或半封闭的安全防护罩、光栅安全光幕等装置。
在冲压作业时,操作人员的手无需进入危险区域,极大降低了工伤事故(如压手)的风险。
流程化操作:
标准化的自动化流程减少了人员随意性操作带来的安全隐患。
六、综合成本效益突出
虽然初始投资较高,但综合考虑其带来的:
产能提升(产出更多产品)
人力成本降低(需要更少的人工)
废品率降低(高精度减少出错和材料浪费)
能耗管理优化(相比多个单一设备,总体能耗可能更低)
其长期投资回报率(ROI)非常可观。






 手机:13679829857
手机:13679829857 邮箱:401810242@qq.com
邮箱:401810242@qq.com 地址:佛山市南海区狮山白沙桥第二工业区二号车间
地址:佛山市南海区狮山白沙桥第二工业区二号车间