
联系人:植先生
手机:13679829857
QQ:401810242
邮箱:401810242@qq.com
地址:佛山市南海区狮山白沙桥第二工业区二号车间
网址 : www.chinajindahai.com
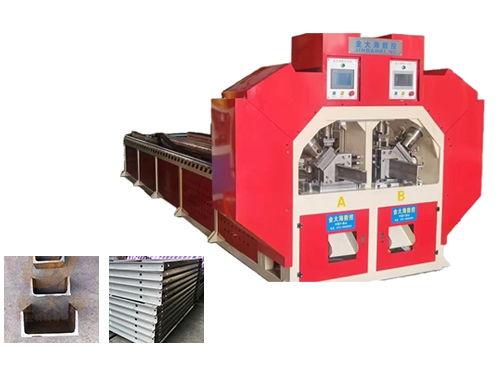
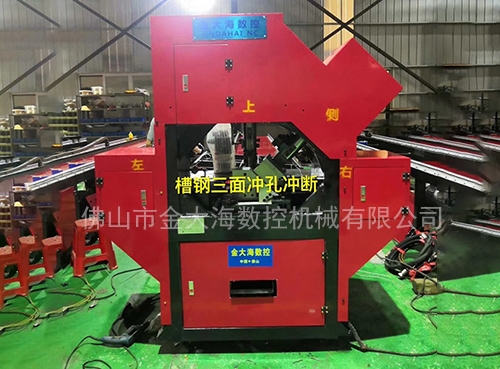
槽钢冲孔机的运程方面决定因素:
一个设备的操作运势对这一设备有非常大的危害,缇由这一设备的许多零件决策其关键要素,一起来瞧瞧吧。
恰当操作槽钢冲孔机的冲孔工位的方式:
1、协同冲剪机的冲孔工位必须历经学习培训,
2、把握机器设备的构造、特性,了解操作技术规范并获得操作批准即可单独操作。
3、恰当应用机器设备上维护和操纵设备,不可随意拆动。
4、查验数控车床各传动系统、联接、润化等位置及安全防护安全装置是不是一切正常,
5、装模具螺丝必须坚固,不可挪动。
6、数控车床在工作中前需作航空件转2-3分钟,
7、查验脚闸等操纵设备的协调能力,确定一切正常后才可应用,不可带故障运行。
8、模具时关键坚固,上、上模对正,确保部位恰当,
9、拿手搬转数控车床试冲(空开),保证在模具处在优良状况下工作中。

10、驾车前应留意润化,取出床表面的一切浮放物件。
11、协同冲剪机的冲孔工位取动时或运行冲制中,操作者站起要适当,
12、手和头顶部应与协同冲剪机的冲孔工位维持一定的间距,并时刻留意冲针姿势,禁止与别人闲聊。
13、冲制或猥制简短产品工件时,运用专业专用工具,不可拿手立即给料或取货。
14、冲制或猥制长体零件时,应没置托料架或采用其他对策,以防掘伤。
15、单冲时,手和脚禁止放到手、脚闸上,必须冲一次搬(踏)一下,坚决杜绝安全事故。
16、两个人之上相互操作时,承担搬(踏)闸者,必须留意给料人的姿势,禁止一面取货,一面搬(踏)闸。
17、工作中完毕时立即泊车,断开槽钢冲孔切断机开关电源,梳理自然环境,擦洗协同冲剪机。






 手机:13679829857
手机:13679829857 邮箱:401810242@qq.com
邮箱:401810242@qq.com 地址:佛山市南海区狮山白沙桥第二工业区二号车间
地址:佛山市南海区狮山白沙桥第二工业区二号车间